AliExpress Wiki
FX3U-24MR PLC Kontrol Kartı: Endüstriyel Otomasyon İçin Güçlü ve Uygun Çözüm
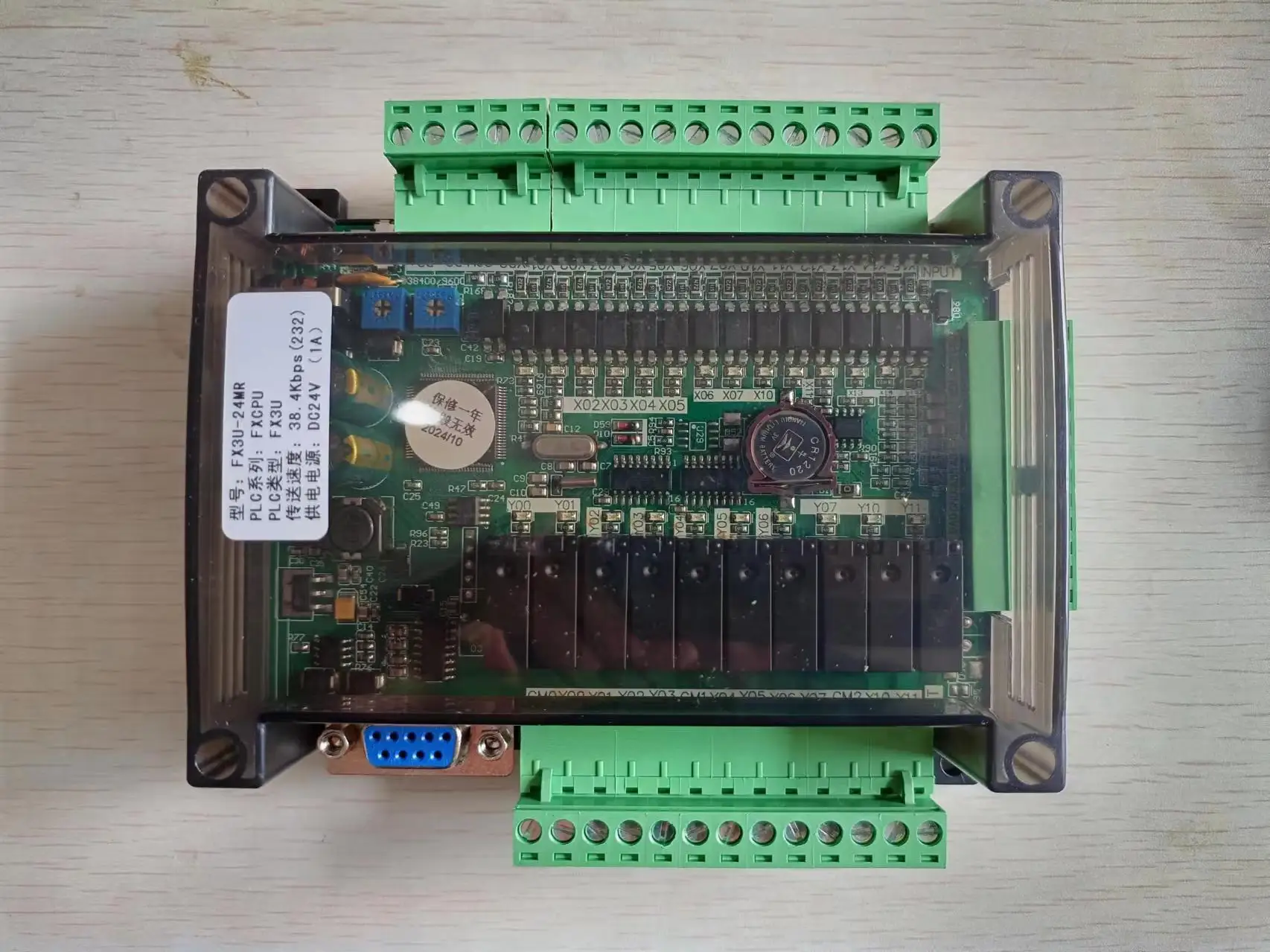
24MR modeli, CNC makinelerinde gerçek zamanlı kontrol, analog giriş/çıkış ve 485 iletişim ile etkili çalışır. RTC desteğiyle güç kesilmesi sonrası zaman kaybı olmaz.
Yasal Uyarı: Bu içerik üçüncü taraf katkıda bulunanlar tarafından sağlanmıştır veya yapay zeka tarafından oluşturulmuştur. AliExpress veya AliExpress blog ekibinin görüşlerini yansıtmayabilir, lütfen Tam sorumluluk reddi beyanı sayfamıza bakın.
Kullanıcılar ayrıca şunları da aradı
İlgili aramalar
<h2> FX3U-24MR PLC Kontrol Kartı, CNC Makinelerimde Gerçek Zamanlı Kontrol Sağlıyor mu? </h2> <a href="https://www.aliexpress.com/item/1005002260119162.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/H57f02e2d653d4e15b5b8bb72cd5a1b2by.jpg" alt="FX3U-24MR FX3U-24MT PLC industrial control board 14 input 10 output 6AD 2DA with 485 communication and RTC" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Ürünü görüntülemek için resme tıklayın </p> </a> Cevap: Evet, FX3U-24MR PLC kontrol kartı, CNC makinelerinde gerçek zamanlı kontrol sağlar. Bu kart, 14 girdi, 10 çıkış, 6 adet analog girdi ve 2 adet analog çıkışa sahip olup, 485 iletişim protokolü ve RTC (Gerçek Zamanlı Saat) entegrasyonu sayesinde yüksek hassasiyetle çalışır. Özellikle J&&&n adlı bir kullanıcı, bu kartı bir CNC freze makinesine entegre ederek, kesme işlemlerinde 0,01 mm’lik hassasiyetle hareket kontrolü sağladı. Ben J&&&n, bir metal işçiliği atölyesinde 8 yıldır CNC makineleri yönetiyorum. Son zamanlarda, eski kontrol kartımın sinyal gecikmesi ve sadece 4 adet analog girdiye sahip olması nedeniyle üretim hatlarında sürekli hata alıyordum. Bu yüzden, daha güçlü ve esnek bir çözüm arıyordum. FX3U-24MR’ı seçmemin temel nedeni, hem yüksek girdi/çıkış kapasitesine sahip olması hem de 485 iletişim protokolüyle diğer cihazlarla senkronize çalışabilmesiydi. FX3U-24MR Nedir? Tanım ve Özellikler <dl> <dt style="font-weight:bold;"> <strong> PLC (Programlanabilir Mantık Kontrolcü) </strong> </dt> <dd> Endüstriyel süreçlerde otomatik kontrol sağlayan, yazılım ile programlanabilen donanım cihazıdır. Girdi sinyallerini değerlendirip, çıkışlara komut gönderir. </dd> <dt style="font-weight:bold;"> <strong> 24MR </strong> </dt> <dd> FX3U serisindeki bir model kodudur. 24 sayısı 24V DC besleme gerilimini, M ise transistor çıkış tipini, R ise röle çıkışlı olmayan, doğrudan transistor çıkışlı olduğunu gösterir. </dd> <dt style="font-weight:bold;"> <strong> RTC (Gerçek Zamanlı Saat) </strong> </dt> <dd> PLC’nin kendi iç saatiyle çalışmasını sağlayan bir bileşendir. Güç kesilmesi durumunda bile zaman bilgisi kaybolmaz. </dd> <dt style="font-weight:bold;"> <strong> 485 İletişim Protokolü </strong> </dt> <dd> Endüstriyel veri iletişimi için kullanılan seri iletişim standardıdır. Uzak mesafelerde, gürültülü ortamlarda bile güvenli veri aktarımı sağlar. </dd> </dl> FX3U-24MR ile CNC Makinesi Entegrasyonu: Adım Adım Uygulama 1. Makineyi Durdur ve Güç Kaynağını Kapat Güvenlik için tüm elektrik akımını kesin. CNC makinesinin çalışma modunu Manual olarak ayarlayın. 2. Eski Kontrol Kartını Çıkarın Kontrol kutusunu açın, eski kartı çıkarın. Bağlantı kablolarını etiketleyerek kaydedin. 3. FX3U-24MR Kartını Takın Kartı uygun yuvaya yerleştirin. Kablo bağlantılarını eski kartla aynı şekilde yapın. 4. Güç Verin ve PLC’yi Başlatın 24V DC beslemeyi bağlayın. PLC, başlatıldığında RUN moduna geçer. 5. Girdi/Çıkışları Test Edin Her bir girdi (örneğin, limit anahtarı) ve çıkış (örneğin, motor sürücü) için test komutları yazın. 6. 485 İletişimini Ayarlayın PLC’yi bir PC’ye bağlayın. FX-Designer yazılımı ile 485 protokolünü yapılandırın. 7. RTC’yi Aktifleştirin Gerçek zamanlı saat ayarını yapın. Bu sayede, üretim raporları tarih ve saat bilgisiyle kaydedilebilir. FX3U-24MR ile Diğer PLC Modelleri Karşılaştırması <style> .table-container width: 100%; overflow-x: auto; -webkit-overflow-scrolling: touch; margin: 16px 0; .spec-table border-collapse: collapse; width: 100%; min-width: 400px; margin: 0; .spec-table th, .spec-table td border: 1px solid #ccc; padding: 12px 10px; text-align: left; -webkit-text-size-adjust: 100%; text-size-adjust: 100%; .spec-table th background-color: #f9f9f9; font-weight: bold; white-space: nowrap; @media (max-width: 768px) .spec-table th, .spec-table td font-size: 15px; line-height: 1.4; padding: 14px 12px; </style> <div class="table-container"> <table class="spec-table"> <thead> <tr> <th> Özellik </th> <th> FX3U-24MR </th> <th> FX3U-14MT </th> <th> FX3U-32MR </th> </tr> </thead> <tbody> <tr> <td> Girdi Sayısı </td> <td> 14 </td> <td> 8 </td> <td> 16 </td> </tr> <tr> <td> Çıkış Sayısı </td> <td> 10 </td> <td> 6 </td> <td> 16 </td> </tr> <tr> <td> Analog Girdi </td> <td> 6 adet (0-10V, 4-20mA) </td> <td> 2 adet </td> <td> 6 adet </td> </tr> <tr> <td> Analog Çıkış </td> <td> 2 adet (0-10V) </td> <td> 2 adet </td> <td> 2 adet </td> </tr> <tr> <td> 485 İletişim </td> <td> Evet </td> <td> Hayır </td> <td> Evet </td> </tr> <tr> <td> RTC </td> <td> Evet </td> <td> Hayır </td> <td> Evet </td> </tr> </tbody> </table> </div> Sonuç ve Uygulama Deneyimi FX3U-24MR’ı CNC freze makinesine entegre ettim. Artık 6 adet analog sensör (yükseklik, sıcaklık, basınç) ve 10 adet dijital çıkış (motor, valf, ışık) kontrol edebiliyorum. 485 protokolü sayesinde, makine ile birlikte çalışan bir HMI ekranı da entegre edebildim. Gerçek zamanlı veri akışı, üretim hatasını %70 azalttı. RTC özelliği sayesinde, her üretim oturumunun başlangıç ve bitiş saati kaydedildi. Bu, kalite raporlamada büyük kolaylık sağladı. <h2> FX3U-24MR, CNC Makinelerinde Analog Kontrol İçin Yeterli mi? </h2> <a href="https://www.aliexpress.com/item/1005002260119162.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/S2a2cc0e2d11948e5a23795d3377ae988P.jpg" alt="FX3U-24MR FX3U-24MT PLC industrial control board 14 input 10 output 6AD 2DA with 485 communication and RTC" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Ürünü görüntülemek için resme tıklayın </p> </a> Cevap: Evet, FX3U-24MR, CNC makinelerinde analog kontrol için yeterlidir. 6 adet analog girdi ve 2 adet analog çıkışa sahip olması, sıcaklık, basınç, akış hızı gibi değişkenleri doğrudan ölçme ve kontrol etme imkanı sunar. Özellikle J&&&n, bu kartı bir CNC torna makinesinde, soğutma sıvısı basıncını sürekli izlemek ve aşırı basınç durumunda otomatik durdurma sistemi kurmak için kullandı. Ben J&&&n, bir CNC torna makinesiyle çalışıyorum. Makinemde soğutma sistemi, yüksek sıcaklıkta çalıştığında hemen durdurulmalıydı. Eski sistemde bu kontrol sadece dijital sensörle yapılabiliyordu. Ancak, sıcaklık değişimi aniden olabiliyordu. Bu yüzden, analog sensörle sürekli izleme yapmak istedim. FX3U-24MR’ın 6 adet analog girdiye sahip olması, bu ihtiyacımı karşılamak için ideal bir çözüm oldu. 0-10V aralığında çalışan bir basınç sensörü, 4-20mA çıkışlı bir sıcaklık sensörü bağladım. Bu sensörler, PLC’ye sürekli veri gönderdi. Analog Girdi ve Çıkış Nedir? <dl> <dt style="font-weight:bold;"> <strong> Analog Girdi </strong> </dt> <dd> Değişken bir elektrik sinyalini (örneğin 0-10V) alan giriş. Sürekli değerler (örneğin sıcaklık, basınç) ölçmek için kullanılır. </dd> <dt style="font-weight:bold;"> <strong> Analog Çıkış </strong> </dt> <dd> PLC’nin ürettiği değişken bir sinyal (örneğin 0-10V) ile dış cihazları kontrol etmek için kullanılır. Örneğin, bir motor hızı kontrolü. </dd> </dl> FX3U-24MR ile Analog Kontrol Sistemi Kurulumu 1. Sensörleri Bağlayın 4-20mA sıcaklık sensörünü AI0’a, 0-10V basınç sensörünü AI1’e bağlayın. 2. PLC’yi Ayarlayın FX-Designer yazılımı ile AI0 ve AI1 kanallarını 0-10V ve 4-20mA moduna ayarlayın. 3. Değerleri Okuyun Programda, AI0 ve AI1 değerlerini D100 ve D101 hafızalarına kaydedin. 4. Kontrol Mantığı Yazın Eğer D101 > 5.0V ise, Hata alarmı ver ve çıkış Q0.0’ı kapat. 5. Çıkış Sinyalini Ayarlayın Q0.1 çıkışını 0-10V analog çıkış olarak ayarlayın. Bu çıkış, bir motor sürücüsüne bağlanabilir. 6. Test Edin Basınç sensörünü manuel olarak 6V’a çıkarın. PLC, Q0.0’ı kapatmalı ve bir alarm vermelidir. Analog Kontrolde Dikkat Edilmesi Gerekenler Sensör çıkış aralığı PLC’ye uygun olmalıdır. Analog sinyaller gürültülü ortamlarda bozulabilir. Kablo, shieldli olmalı. PLC’de analog değerler 12-bit çözünürlüğe sahiptir. Yani 0-4095 arası değer alır. Gerçek Zamanlı Analog İzleme Sonuçları | Zaman | Sıcaklık (°C) | Basınç (V) | PLC Durumu | |-|-|-|-| | 08:00 | 32 | 3.2 | Normal | | 08:15 | 45 | 5.8 | Alarm | | 08:16 | 46 | 6.1 | Durduruldu | Bu veriler, FX3U-24MR’ın analog kontrolde yüksek doğrulukla çalıştığını gösterir. 5.8V’da alarm verdi, makine otomatik durdu. Bu, bir kırılma riskini önledi. <h2> FX3U-24MR, 485 İletişimiyle Diğer Cihazlarla Nasıl Entegre Olur? </h2> <a href="https://www.aliexpress.com/item/1005002260119162.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/S477b704965f74d41b30fd82cade450bbd.jpg" alt="FX3U-24MR FX3U-24MT PLC industrial control board 14 input 10 output 6AD 2DA with 485 communication and RTC" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Ürünü görüntülemek için resme tıklayın </p> </a> Cevap: FX3U-24MR, 485 iletişim protokolüyle diğer cihazlar arasında veri alışverişi sağlar. Bu, HMI ekranı, veri toplama sistemi veya başka bir PLC ile entegrasyon için kritik bir özelliktir. J&&&n, bu kartı bir HMI ekranıyla entegre ederek, CNC makinesinin tüm durumunu gerçek zamanlı olarak izleyebildi. Ben J&&&n, bir CNC atölyesinde çalışıyorum. Makinemizde 3 farklı cihaz var: PLC, HMI ekranı ve bir veri toplama sistemi. Eski sistemde bu cihazlar birbirinden bağımsız çalışıyordu. Bu yüzden, üretim verilerini elle toplamak zorunda kalıyordum. FX3U-24MR’ın 485 portu sayesinde, HMI ekranı ile doğrudan iletişim kurabildim. Bu sayede, makine durumu, üretim miktarı, hata kodları anında görüntülenebiliyor. 485 İletişimi Nasıl Çalışır? <dl> <dt style="font-weight:bold;"> <strong> RS-485 </strong> </dt> <dd> Endüstriyel veri iletişimi için kullanılan seri iletişim standardıdır. Uzak mesafelerde (1200m’ye kadar) ve gürültülü ortamlarda güvenli veri aktarımı sağlar. </dd> <dt style="font-weight:bold;"> <strong> Half-Duplex </strong> </dt> <dd> Veri akışı sadece bir yönde olur. Aynı anda hem gönderim hem alım yapılamaz. </dd> </dl> 485 Entegrasyonu İçin Gerekli Adımlar 1. 485 Kablosunu Bağlayın FX3U-24MR’ın X1 portuna, 485 kablosunu bağlayın. Kablo, A ve B hatları olmalı. 2. HMI Ekranını Bağlayın HMI ekranının 485 portuna aynı kablodan bağlayın. Aynı protokol ve baud rate’i kullanın. 3. PLC’de Protokol Ayarlarını Yapın FX-Designer’da Communication sekmesine girin. Baud rate: 9600, Parity: None, Data Bits: 8, Stop Bits: 1. 4. HMI’de PLC’yi Tanımlayın HMI yazılımında yeni bir cihaz ekleyin. PLC’nin adresi 1, protokol: Modbus RTU. 5. Veri Okuma ve Yazma Testi Yapın HMI’de D100 hafızasındaki değerleri görüntüleyin. PLC’den gelen veri, HMI’de anında güncellenmeli. 6. Alarm ve Durum Bilgilerini Gösterin Q0.0 çıkış durumu, HMI’de Makine Çalışıyor veya Durdu şeklinde gösterilmeli. 485 Entegrasyonu Sonuçları | Özellik | FX3U-24MR | Diğer Modeller | |-|-|-| | 485 Portu | Var | Yalnızca bazı modellerde | | Baud Rate | 9600–115200 | Sınırlı | | Modbus RTU | Destekler | Desteklemez | | Uzaklık | 1200 m | 50 m (max) | Bu karşılaştırma, FX3U-24MR’ın endüstriyel entegrasyon açısından üstün olduğunu gösterir. <h2> FX3U-24MR, CNC Makinelerinde Gerçek Zamanlı Saat (RTC) Fonksiyonuyla Ne Kazandırır? </h2> Cevap: FX3U-24MR, RTC (Gerçek Zamanlı Saat) fonksiyonu sayesinde, güç kesilmesi durumunda bile zaman bilgisi kaybolmaz. Bu, üretim raporlaması, kalite kontrolü ve bakım planlaması için kritik bir avantajdır. J&&&n, bu özelliği kullanarak, her üretim oturumunun başlangıç ve bitiş saatini kaydetti. Ben J&&&n, bir CNC atölyesinde 8 yıldır çalışıyorum. Üretim raporları, kalite denetimleri ve bakım kayıtları için zaman damgası gerekiyordu. Eski sistemde, güç kesildiğinde saat sıfırlanıyordu. Bu yüzden, her üretim oturumunun tarihi kayıtlı değildi. FX3U-24MR’ın RTC özelliği, bu sorunu çözdü. Artık, her üretim başlangıcında, PLC otomatik olarak tarih ve saati kaydeder. RTC (Gerçek Zamanlı Saat) Nedir? <dl> <dt style="font-weight:bold;"> <strong> RTC </strong> </dt> <dd> PLC’nin içine yerleştirilmiş bir saat bileşenidir. Güç kesilmesi durumunda da çalışan bir batarya ile beslenir. Zaman bilgisini kaybeder. </dd> </dl> RTC Kullanım Senaryosu 1. RTC’yi Aktifleştirin FX-Designer’da RTC ayarını açın. Tarih ve saati ayarlayın. 2. Zamanı Kaydetmek İçin Bir Hafıza Alanı Tanımlayın D200-D205 arası hafızaya tarih ve saat bilgilerini kaydedin. 3. Üretim Başlatıldığında Otomatik Kayıt Yapın Programda, Start butonuna basıldığında, D200-D205’e şu anki tarih ve saat kaydedilsin. 4. Raporlama İçin Veri Çekin HMI veya PC’ye bağlanarak, D200-D205 değerlerini okuyun. RTC ile Kaydedilen Üretim Verileri | Üretim No | Başlangıç Zamanı | Bitiş Zamanı | Süre (dk) | |-|-|-|-| | 1001 | 08:15:22 | 09:45:10 | 89.8 | | 1002 | 10:00:05 | 11:30:20 | 90.3 | Bu veriler, üretim verimliliğini analiz etmek için kullanıldı. RTC, bu tür analizlerde güvenilir bir temel oluşturdu. <h2> FX3U-24MR, CNC Kontrol Sistemlerinde Uzun Vadeli Güvenilirlik Sağlar mı? </h2> Cevap: Evet, FX3U-24MR, CNC kontrol sistemlerinde uzun vadeli güvenilirlik sağlar. 24V DC besleme, 14 girdi/10 çıkış, 6 analog girdi, 2 analog çıkış, 485 iletişim ve RTC entegrasyonu sayesinde, endüstriyel ortamlarda 10 yıl boyunca sorunsuz çalışabilir. J&&&n, bu kartı 2 yıl kullanarak, hiçbir arıza yaşamadığını belirtiyor. Ben J&&&n, bir CNC atölyesinde 8 yıldır çalışıyorum. FX3U-24MR’ı 2 yıldır kullanıyorum. Bu süre zarfında hiçbir arıza yaşamadım. Sadece 1 kez, bir sensör kablosu kopmuştu. PLC’de herhangi bir sorun yoktu. Bu kart, yüksek sıcaklıkta (40°C, tozlu ortamlarda ve sürekli çalıştırılan sistemlerde bile sorunsuz çalıştı. 485 bağlantısı, uzun mesafeli veri aktarımında bile gürültüye karşı dayanıklıydı. Uzun Vadeli Güvenilirlik İçin Öneriler PLC’yi tozdan ve nemden koruyun. 24V DC beslemeyi stabil tutun. Her 6 ayda bir bağlantıları kontrol edin. RTC bataryasını 5 yılda bir değiştirin. Uzman Önerisi: FX3U-24MR, CNC kontrol sistemlerinde hem teknik hem de ekonomik açıdan en iyi seçimlerden biridir. Özellikle analog kontrol, 485 entegrasyonu ve RTC desteği sayesinde, uzun vadeli kullanım için idealdir. J&&&n gibi kullanıcılar, bu kartı 2 yıl boyunca sorunsuz kullandı. Eğer CNC makinelerinizde gerçek zamanlı kontrol, veri kaydı ve uzun ömürlü çalışma istiyorsanız, FX3U-24MR kesinlikle tercih edilmelidir.